
T0 Образцы, что нам делать – гравитационный процесс
2025-04-22
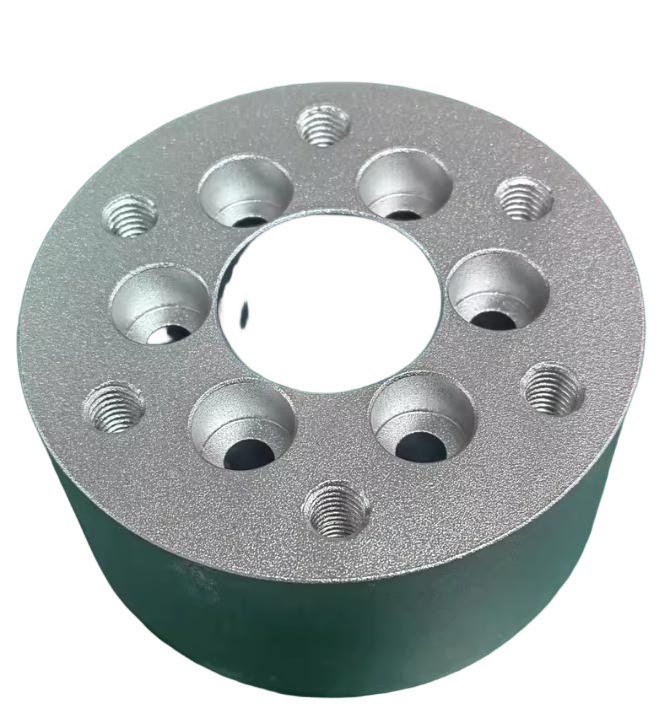
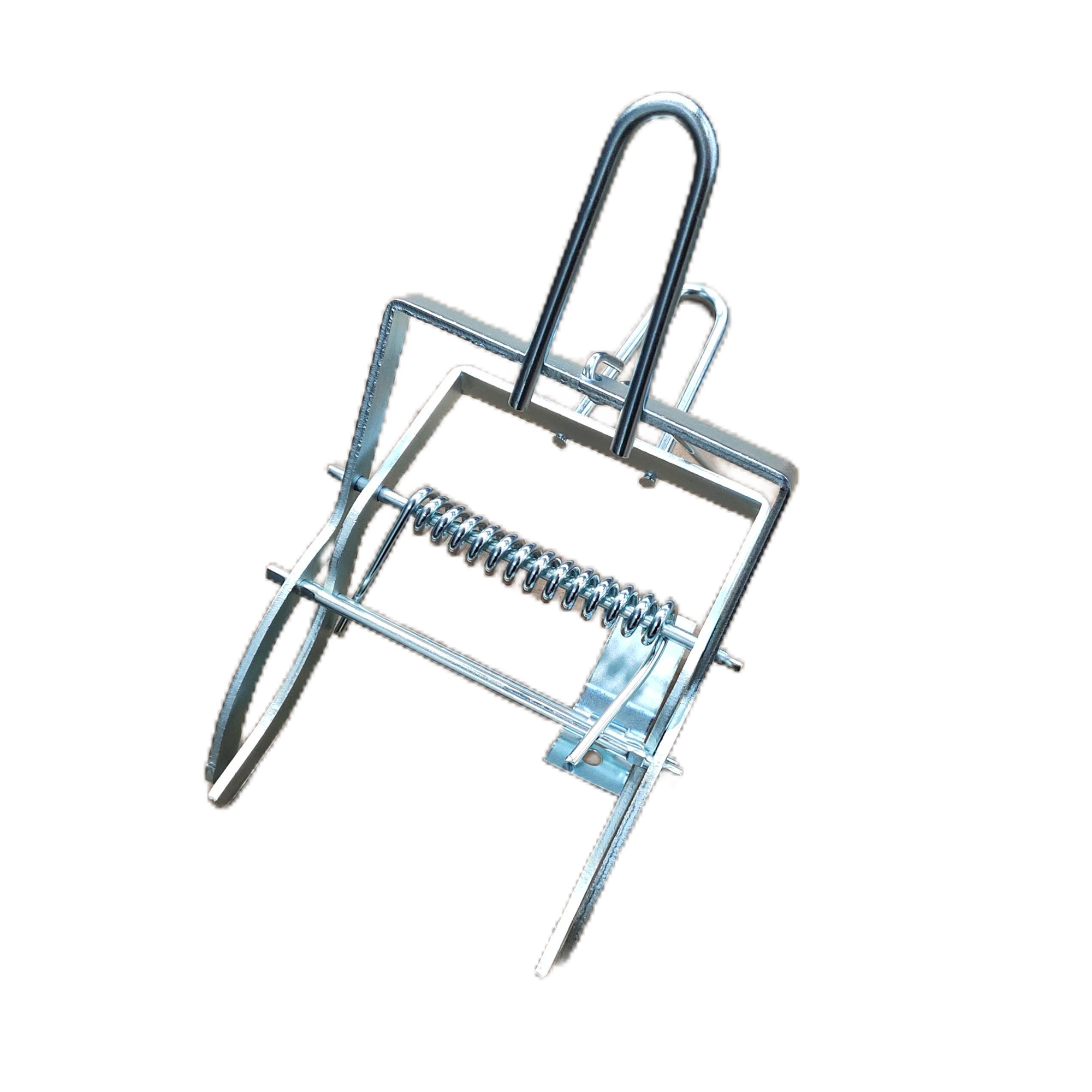
Литье алюминиевых сплавов под действием силы тяжести и литье под низким давлением – это распространенные технологии литья алюминиевых деталей, используемые для производства металлических компонентов сложной формы с функциональными характеристиками. Чтобы гарантировать соответствие качества и механических свойств отливок требованиям, рентгеновский контроль является важным этапом управления качеством. Используя свойства рентгеновских лучей, можно проводить неразрушающий контроль отливок, выявлять возможные внутренние дефекты и проблемы, своевременно принимать меры для их устранения или отбраковки, тем самым эффективно завершая этап T0 и избегая этапов T1-Tn.
Преимущества рентгеновского контроля для литья под действием силы тяжести
Рентгеновский контроль позволяет эффективно обнаруживать различные внутренние дефекты в отливках, такие как поры, шлаковые включения, трещины и т. д. Эти дефекты могут привести к разрушению или отказу деталей в процессе эксплуатации, серьезно влияя на безопасность и надежность продукции. Помещая отливку под рентгеновское излучение и фиксируя проекционное изображение объекта с помощью пленки или цифрового датчика, оператор может анализировать и интерпретировать изображение, своевременно выявляя и локализуя потенциальные проблемы.
Этот метод обладает преимуществами скорости и точности. В отличие от традиционных разрушающих методов контроля, таких как резка и микроскопия, он не требует повреждения образца и не влияет на целостность и пригодность изделия. Кроме того, благодаря способности рентгеновских лучей проникать сквозь материал, можно проводить полный контроль отливок значительной толщины. Эта неразрушающая особенность делает рентгеновский контроль важным звеном в процессе производства литых деталей.
Оптимизация конструкции и технологии производства
Кроме того, рентгеновский контроль помогает оптимизировать конструкцию и технологию изготовления отливок. Анализируя рентгеновские снимки, можно изучить детали и особенности внутренней структуры отливки, а затем скорректировать параметры проектирования и технологические параметры для повышения качества и производительности продукции. Например, обнаружив области с большим количеством пор, можно изменить конструкцию пресс-формы и параметры заливки, чтобы уменьшить их образование. Такой механизм обратной связи и улучшений способствует постоянному повышению уровня производства.
Рентгеновский контроль широко применяется в автомобилестроении, аэрокосмической отрасли, электронике, телекоммуникационных базовых станциях, медицине и других сферах.
Заключение
Рентгеновский контроль отливок – это ключевой этап обеспечения качества, который позволяет выявлять внутренние дефекты, быстро и точно оценивать качество продукции и способствовать совершенствованию проектирования и технологии производства. В будущем, с появлением новых материалов и технологий, он продолжит играть важную роль, внося вклад в развитие литейной промышленности.