


Сямэнь Исда Компания Точного Производства, ООО
Исда является профессиональным производителем OEM/ODM, который находится в Сямыне и имеет многолетний опыт в области обработки с ЧПУ, точения с ЧПУ, фрезерования с ЧПУ, многошпиндельной обработки, изготовления листового металла, лазерной резки, штамповки металла, гибки труб, литья металла, литье пластика под давлением. Мы можем производить OEM-продукцию по вашим чертежам или образцам. Профессиональная команда дизайнеров, эффективная коммуникация, зрелая система контроля качества, гибкие планы доставки для удовлетворения высоких стандартов клиентов высшего уровня.
- -
Детали станков с ЧПУ
- -
Производство листового металла
- -
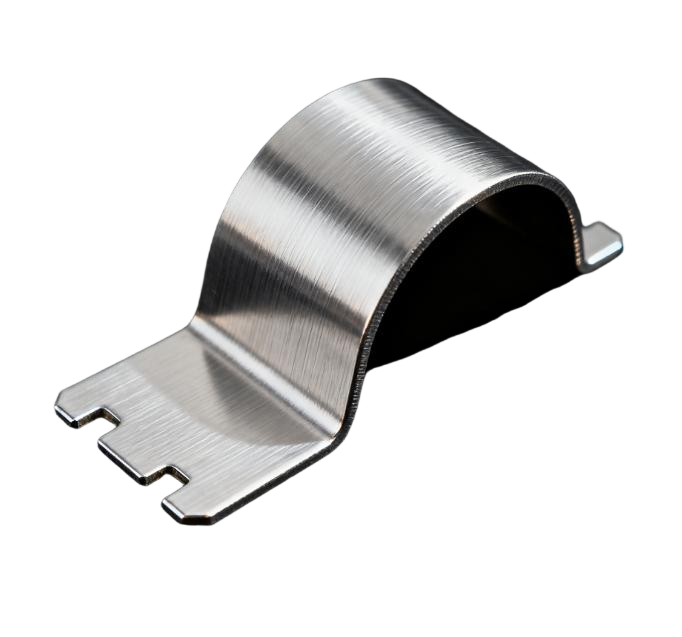
Солнечный кронштейн
- -
Прецизионное литье/кузница
- -
Штамповка деталей
- -
Машина для литья пластмасс под давлением

Продукция
Высококачественная продукция








Мы специализируемся на индивидуальном обслуживании метизных изделий и пластмасс
Производство и обработка деталей машин
Промышленное оборудование и компоненты
Автомобили, мотоциклы и аксессуары к ним и т.д.

Наша команда
Познакомьтесь с нашей командой экспертов

Ivy
Директор по продажам

Tracy
Инспектор по контролю качества

Alan
Главный инженер

Sherry
менеджер по работе с клиентами
Наши проекты
Наша команда инженеров стремится преодолеть технические трудности при разработке продукции и помочь нашему партнеру завоевать лучший рынок. Перед составлением предложения и производством будет проводиться комплексная оценка процесса, чтобы гарантировать, что наш партнер получит удовлетворенную продукцию и разумные цены.



Наши новости
Последние новости и статьи

Как направляющие влияют на устойчивое развитие?
содержание Значение направляющих в промышленности Экологические аспекты использования направляющих Влияние на экономическую составляющую Технологические инновации и их восприятие Заключение: на чем сфокусироваться? Вопрос о том, как направляющие влияют на устойчивое развитие, требует вдумчивого анализа. Это далеко не просто набор стандартных решений — ведь мы сталкиваемся с реальными вызовами. Какие ошибки часто допускают молодые специалисты отрасли, и на что действительно стоит обращать внимание? Значение направляющих в промышленности В основе любого устойчивого развития лежит грамотное использование ресурсов. Когда говорят о направляющих, часто упоминают исключительно их роль в технических процессах: например, в обработке металлов на станках. Но не стоит забывать и о том, какие возможности они открывают для оптимизации производства. Ясно, что от качества обработки с использованием таких инструментов зависят сроки и себестоимость продукции. Интересный случай из практики Xiamen Yistar Precision Manufacturing Co.,Ltd, профессионального производителя OEM/ODM из Сямыня, показывает, как внедрение более совершенных направляющих способствовало улучшению характеристик продукции. Это наглядный пример, как технологические инновации могут поддерживать устойчивость производства. Тем не менее, выбор направляющих — это не только о качественных характеристиках. Это еще и о том, насколько они сочетаются с уже имеющимися технологиями, как легко их обслуживать и насколько устойчивы к износу. Эти аспекты также влияют на конечный результат. Экологические аспекты использования направляющих Еще одна важная сторона вопроса — экологическое воздействие. Современные предприятия стремятся минимизировать свой углеродный след, и здесь направляющие могут сыграть значимую роль. Представьте, что использование более долговечных материалов в производстве направляющих может сократить не только затраты на обслуживание, но и снизить количество отходов. Есть множество примеров из практики, когда предприятия, например, использующие услуги сайта Xiamen Yistar Precision Manufacturing, сделали ставку на высокоточные направляющие, чтобы сократить энергозатраты и повысить эффективность. Это не только экологически, но и экономически выгодно. Реальные результирующие цифры показали улучшение на 15% в общих энергопотерях. Но важно понимать, что зеленые технологии требуют комплексного подхода. Внедрение направляющих — это часть мозаики, которая в совокупности с другими элементами создает устойчивую производственную модель. Влияние на экономическую составляющую Экономический аспект использования направляющих для устойчивого развития также не может быть проигнорирован. Улучшение технических характеристик продукции часто влечет за собой увеличение конкурентоспособности на рынке. Это непосредственно связано с инвестициями в технологическое обновление. Применение новых направляющих, как было отмечено на сайте компании Xiamen Yistar Precision Manufacturing, показало явные преимущества в снижении производственных затрат. Конечно, необходимо учитывать стартовые вложения, которые могут быть значительными, но долгосрочные выгоды очевидны. Примеры успешных кейсов свидетельствуют о том, что грамотное применение направляющих — не просто техническое улучшение. Оно способно стать драйвером увеличения доходности всего предприятия, если внедряется правильно и с учетом всех тонкостей процесса производства. Технологические инновации и их восприятие Применение новых технологий, как и любые изменения, часто встречают скепсис. Одна из наиболее значимых задач — убедить сотрудников в полезности внедрения инноваций. Зачастую обучение становится ключевым звеном, которое позволяет преодолеть сопротивление изменениям. Практика показывает, что лучшим примером для обучения являются реальные случаи успеха. Опыт компании Xiamen Yistar Precision Manufacturing Co.,Ltd показывает: вовлечение персонала в процесс выбора и внедрения направляющих способствует ускоренному адаптации и улучшению рабочих процессов. Чтобы избежать ошибок, есть смысл постепенно внедрять новые технологии в контрольные подразделения, и только при достижении положительных результатов расширять масштаб применения. Заключение: на чем сфокусироваться? Как видно, направляющие играют значительную роль в процессе устойчивого развития. От технических характеристик до экологической и экономической составляющих — все это требует внимания и детального анализа. Стоит также не забывать о человеческом факторе — будь то обучение или мотивация к нововведениям. Достижение устойчивых результатов остается приоритетом для множества промышленных компаний, таких как Xiamen Yistar Precision Manufacturing Co.,Ltd, и если удается внедрить подходящие технологические решения, выигрывает не только производство, но и вся экосистема вокруг.
Подробнее

Предотвращение трещин в внутренней стенке корпуса из алюминиевого сплава
Анализируя макро -, микроскопические характеристики трещин внутренней поверхности при обработке деталей легированной оболочки и процесс обработки деталей, мы, наконец, выясним причину отказа и предложим меры по улучшению. Анализируя химический состав излома неисправного элемента, содержание каждого элемента соответствует соответствующим стандартным требованиям, поэтому исключается возможность того, что сырьевая смесь приводит к растрескиванию внутренней поверхности детали. Результаты испытаний на коррозию дефектных элементов с низкой интенсивностью исключают возможность растрескивания внутренней поверхности детали сырьевым материалом в результате серьезных металлургических дефектов. В ответ на проблему дефектов трещин во внутренней стенке обработки деталей корпуса был проведен подробный анализ технологического процесса обработки. Оригинальная технология обработки деталей корпуса из алюминиевого сплава 2A12: Раскладка → центральное отверстие автомобиля (F 65) → термическая обработка (закалка + естественный отказ) → внутреннее отверстие автомобиля (F 140) → неисправность. Толщина стенки детали перед термообработкой достигает 92,5 мм. Обработка деталей прокладок из нержавеющей стали Металлофазный анализ дефектных элементов термической обработки (закалка + естественный отказ) показывает, что причиной трещин в внутренней стенке детали корпуса является слишком толстая стенка трубы, а тепловая обработка недостаточна. В соответствии с фактической ситуацией сырья деталей корпуса из алюминиевого сплава для дальнейшей оптимизации процесса термообработки, закалки + искусственного старения термообработки. Колодезная печь нагревается до 495 ± 5°C, изоляция 180 – 210мин, водяное охлаждение. Микроскопическая ткань не обнаружила сжигания, явление агрегации вдоль границы кристаллов значительно улучшилось. Это доказывает, что трещина внутренней поверхности детали вызвана недостаточной термообработкой. Обработка деталей шестерни Анализ процесса обработки неисправных деталей показывает, что при обработке до неполной части термообработки, а затем при сохранении прежней скорости резания и количества резания, напряжение, создаваемое на кончике лезвия, концентрируется на усиленном сходе кристаллических границ, что приводит к быстрому расширению трещины вдоль направления распределения усиленной фазовой полосы. Анализируя макро – и микроскопические характеристики трещин на внутренней поверхности деталей корпуса сплава и процесс обработки деталей, мы, наконец, выясним причину отказа и предложим меры по улучшению. Анализируя химический состав излома неисправного элемента, содержание каждого элемента соответствует соответствующим стандартным требованиям, поэтому исключается возможность того, что смешивание сырья приведет к растрескиванию внутренней поверхности детали. Результаты испытаний на коррозию дефектных элементов с низкой интенсивностью исключают возможность растрескивания внутренней поверхности детали сырьевым материалом в результате серьезных металлургических дефектов.
Подробнее

Как найти надежного производителя деталей в интернете?
В сегодняшнюю цифровую эпоху, будь то закупка проектов крупными компаниями или разработка образцов для стартапов, поиск партнеров через сеть стал стандартным процессом. Для областей с четким спросом и высокими требованиями к точности, как отобрать действительно надежных производителей механических деталей из массивной сетевой информации, является жизненно важной способностью. Эта статья будет систематически расчесывать методы и шаги для вас, чтобы помочь вам в поиске услуг « обработки механических деталей», может принимать решения эффективно и точно. Определение собственных потребностей является первым шагом к отбору производителей деталей машин Прежде чем начать поиск, четкий анализ собственных потребностей является основой для того, чтобы избежать последующих поворотов. Вам нужно уточнить конкретный тип обработки механических деталей, которые вам нужны: обычный автомобиль, фрезерование, сверление, измельчение или включает в себя сложные процессы, такие как пятиосное соединение, точная гравировка? Каковы конкретные требования к материалам, допускам, обработке поверхностей? Каков объем бюджета и ожидаемый срок его представления? Ответы на эти вопросы станут критерием для оценки любого поставщика по обработке деталей. Только когда ваши потребности ясны, вы можете эффективно определить в последующем общении, обладает ли другая сторона соответствующими возможностями обработки механических деталей, чтобы найти подходящего производителя механических деталей. Многоканальный и многомерный первоначальный поиск и скрининг С четким портретом спроса вы можете начать активную атаку, чтобы найти потенциальных производителей механических деталей. Использование B2B Industrial Platform: это самый прямой способ найти производителей механических деталей. На известных платформах B2B, таких как Alibaba 1688 и Huizong Network, поиск осуществляется с использованием ключевых слов, таких как « обработка механических деталей» и « обработка деталей», и платформа обычно демонстрирует большое количество информации о поставщиках. Обратите внимание, что вместо того, чтобы просто смотреть на профиль компании, сосредоточьтесь на ее альбоме продукции, списке технологического оборудования, контрольно – измерительных приборах и примерах сотрудничества. Профессиональный производитель механических деталей будет рад показать свою мастерскую и производственные мощности. Поисковая система Глубокое копание: через Baidu, поиск собак и другие поисковые системы, использование комбинации ключевых слов для поиска, таких как « точная обработка деталей Шэньчжэня», « нестандартный производитель механических деталей». Это поможет вам найти производителей деталей для машин, которые специализируются на сегментах или имеют независимый официальный сайт. Тщательно просмотрите его официальный сайт, профессиональный дизайн, подробный контент, своевременное обновление официального сайта, как правило, отражает силу и намерение этого предприятия по переработке деталей.
Подробнее