
Предотвращение трещин в внутренней стенке корпуса из алюминиевого сплава
2025-11-28
Анализируя макро -, микроскопические характеристики трещин внутренней поверхности при обработке деталей легированной оболочки и процесс обработки деталей, мы, наконец, выясним причину отказа и предложим меры по улучшению.
Анализируя химический состав излома неисправного элемента, содержание каждого элемента соответствует соответствующим стандартным требованиям, поэтому исключается возможность того, что сырьевая смесь приводит к растрескиванию внутренней поверхности детали.
Результаты испытаний на коррозию дефектных элементов с низкой интенсивностью исключают возможность растрескивания внутренней поверхности детали сырьевым материалом в результате серьезных металлургических дефектов.
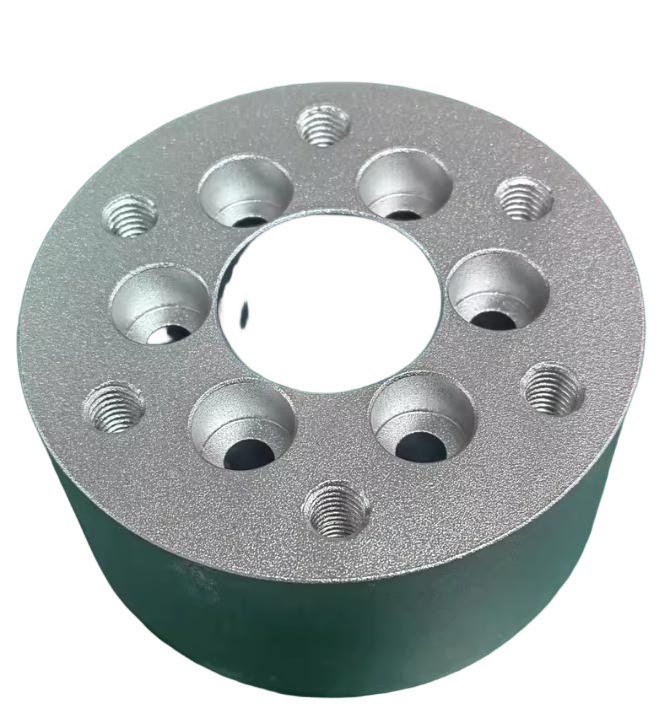
В ответ на проблему дефектов трещин во внутренней стенке обработки деталей корпуса был проведен подробный анализ технологического процесса обработки. Оригинальная технология обработки деталей корпуса из алюминиевого сплава 2A12: Раскладка → центральное отверстие автомобиля (F 65) → термическая обработка (закалка + естественный отказ) → внутреннее отверстие автомобиля (F 140) → неисправность. Толщина стенки детали перед термообработкой достигает 92,5 мм.
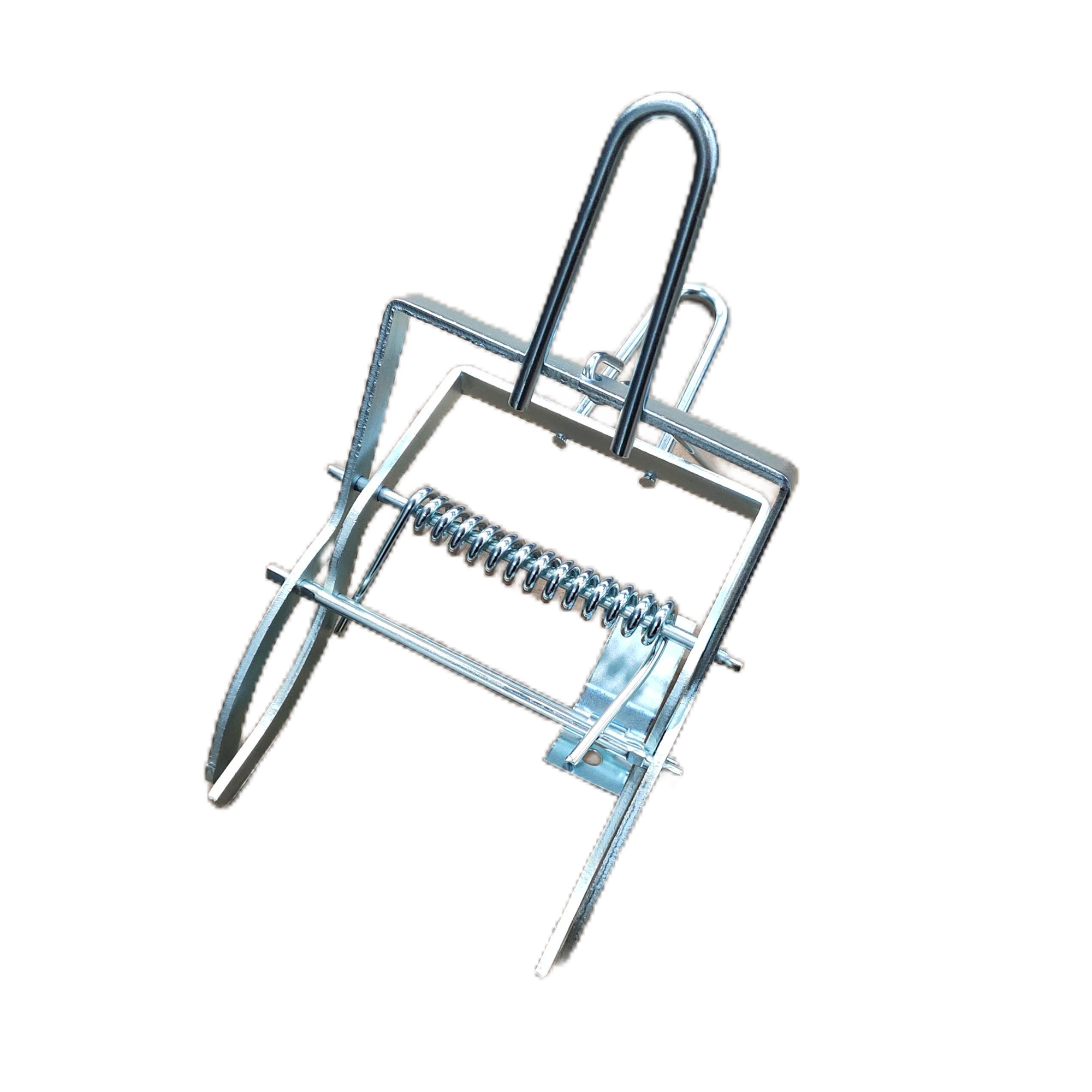
Обработка деталей прокладок из нержавеющей стали
Металлофазный анализ дефектных элементов термической обработки (закалка + естественный отказ) показывает, что причиной трещин в внутренней стенке детали корпуса является слишком толстая стенка трубы, а тепловая обработка недостаточна.
В соответствии с фактической ситуацией сырья деталей корпуса из алюминиевого сплава для дальнейшей оптимизации процесса термообработки, закалки + искусственного старения термообработки. Колодезная печь нагревается до 495 ± 5°C, изоляция 180 – 210мин, водяное охлаждение. Микроскопическая ткань не обнаружила сжигания, явление агрегации вдоль границы кристаллов значительно улучшилось. Это доказывает, что трещина внутренней поверхности детали вызвана недостаточной термообработкой.
Обработка деталей шестерни
Анализ процесса обработки неисправных деталей показывает, что при обработке до неполной части термообработки, а затем при сохранении прежней скорости резания и количества резания, напряжение, создаваемое на кончике лезвия, концентрируется на усиленном сходе кристаллических границ, что приводит к быстрому расширению трещины вдоль направления распределения усиленной фазовой полосы.
Анализируя макро – и микроскопические характеристики трещин на внутренней поверхности деталей корпуса сплава и процесс обработки деталей, мы, наконец, выясним причину отказа и предложим меры по улучшению.
Анализируя химический состав излома неисправного элемента, содержание каждого элемента соответствует соответствующим стандартным требованиям, поэтому исключается возможность того, что смешивание сырья приведет к растрескиванию внутренней поверхности детали.
Результаты испытаний на коррозию дефектных элементов с низкой интенсивностью исключают возможность растрескивания внутренней поверхности детали сырьевым материалом в результате серьезных металлургических дефектов.